Page History
...
- Hazırlık Süresi Tanımlama Ekranı – Script Desteği 3
- Çizelgeleme Modelleme Aracı – Script ve IF/ELSE Bloğu 5
- Genel Algoritma – Sıralama Kriterinde Script Desteği 6
- Örnek Uyarlamalar 9
...
| Info |
|---|
| İlgili özelliğin anlatımını içeren video kaydına ulaşmak için tıklayınız. |
İleri Üretim Planlama uygulamasında 3 farklı bölümde VbScript programlama dilini kullanarak script yazmak ve yapılacak uyarlamalarda esneklik sağlamak mümkündür. Script özelliğinin desteklendiği bölümler aşağıdaki gibi listelenebilir:
...
şunlardır; Hazırlık Süresi Tanımlama
...
, Çizelgeleme Modelleme Aracı
...
-Script ve IF/ELSE Bloğu
...
ve Çizelgeleme Modelleme Aracı
...
-Genel Algoritma için Sıralama Kriteri
...
.
Hazırlık Süresi Tanımlama Ekranı
...
-Script Desteği
"MRP -Kayıt -İleri Üretim Çizelgeleme -Hazırlık Süresi Tanımlama" ekranında 5 farklı hazırlık süresi tipi bulunmaktadır:; Kendisine Ait Hazırlık Süresi
...
, Ürün Değişimi
...
, Kaynak Değişimi
...
, Operasyon Değişimi
...
ve Script olmak üzere beş farklı hazırlık süresi tipi bulunmaktadır.
Script seçeneği seçildiğinde, TEMELSET ekranlarında dinamik kodlamadan alışık olduğumuz script giriş ekranı açılacaktır. Bu bölüme yazılacak script ile özel iş mantıklarına uygun olacak şekilde hazırlık sürelerinin hesaplanması sağlanabilir ve çizelgeleme sırasında hesaplanan hazırlık süreleri kullanılabilir. (Bkz. Ekran Görüntüsü-1)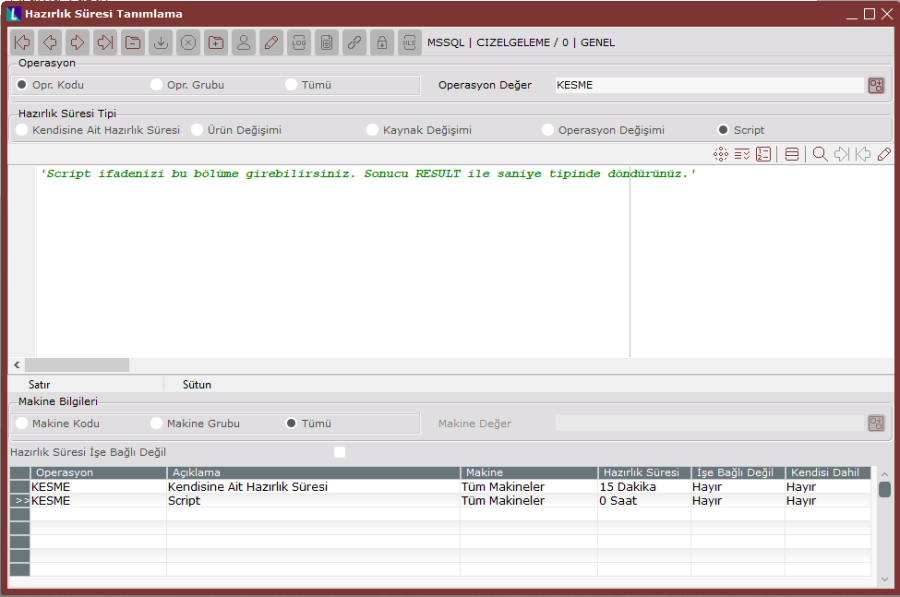
Ekran Görüntüsü 1
Hazırlık süresi için yazılan script'in çizelgeleme sırasında genel algoritma tarafından dikkate alınması için "Çizelgeleme Modelleme Aracı" ekranındaki algoritma opsiyonlarında "Hazırlık Süresi Hesaplama Politikası" olarak aşağıdaki seçeneklerden biri seçilebilir:
Hazırlık Sürelerinin Toplamı: Planlanacak iş emri için bütün hazırlık süresi tanımları değerlendirilir, birden fazla hazırlık süresi geliyorsa bunların toplamı alınır.
Hazırlık Sürelerinin En Küçüğü: Planlanacak iş emri için bütün hazırlık süresi tanımları değerlendirilir, birden fazla hazırlık süresi geliyorsa bunların en küçüğü alınır.
Hazırlık Sürelerinin En Büyüğü: Planlanacak iş emri için bütün hazırlık süresi tanımları değerlendirilir, birden fazla hazırlık süresi geliyorsa bunların en büyüğü alınır.
Script Hazırlık Süresi: Planlanacak iş emri için sadece script tipindeki hazırlık süresi tanımları dikkate alınır.
Çizelgeleme sırasında boşta olan bir makine seçildikten sonra bu makineye yerleştirilecek iş listesinden seçim yapılmaktadır, bu aşamada her bir iş için hazırlık süresi hesaplanmaktadır, yani her bir iş planlanacağı zaman hazırlık süresi script'i tekrar tekrar çalışacak ve o andaki iş emri ve güncel durum için hesaplama yapılacaktır. Script üzerinden başka tiplerde tanımlanmış hazırlık sürelerine de erişim sağlanabilir, örneğin kaynak değişimi için tanımlanmış bir hazırlık süresi varsa bununla ilgili süreye script üzerinden erişim sağlanabilir.
Hazırlık süresi ekranında yazılacak script'in sonucunu döndürebilmek için RESULT değişkenine bulunan hazırlık süresini saniye cinsinden atamak gereklidir. Çizelgeleme sırasında RESULT değişkeninden dönecek sonuç hazırlık süresi olarak değerlendirilir.
Script yazılırken erişilmek istenen belli başlı özellikler için SETUPSCRIPTPARAMS nesnesi kullanılabilir, bu nesne üzerinden erişilebilecek detay bilgiler aşağıdaki gibidir:
Nesne/Özellik/Prosedür/Fonksiyon | Açıklama |
|---|---|
SetupScriptParams.Machine | Çizelgelenecek iş için seçilmiş makine nesnesini döndürür. Makine nesnesi |
üzerinden makineye ait birçok detaya erişim |
sağlanabilir. | |
SetupScriptParams.Operation | Çizelgelenecek işin operasyon nesnesini döndürür. Operasyon nesnesi üzerinden operasyona ait birçok detaya erişim |
sağlanabilir. | |
SetupScriptParams.OperationChangeSetupTime | Çizelgelenecek iş için seçilen makineyi baz |
alarak makinede yapılan bir önceki |
operasyon ve şu anda yapılacak operasyon bilgilerini de göz önünde bulundurarak, "operasyon değişimi" tipinde uygun hazırlık süresi varsa saniye cinsinden değerini |
döndürür. | |
SetupScriptParams.OprOwnSetupTime | Çizelgelenecek işin operasyonu için |
"Kendisine Ait Hazırlık Süresi" tipinde uygun hazırlık süresi varsa saniye cinsinden |
değerini döndürür. | |
SetupScriptParams.PrevOperation | Çizelgelenecek iş için seçilmiş makinede |
yapılan bir önceki operasyonun nesnesini döndürür. | |
SetupScriptParams.PrevProdResources | Çizelgelenecek iş için seçilmiş olan makinede |
en son kullanılan kaynakların listesini döndürür. | |
SetupScriptParams.PrevProduct | Çizelgelenecek iş için seçilmiş makinede planlanmış bir önceki ürüne ait nesneyi döndürür. Ürün nesnesi üzerinden stok |
koduna ait birçok detaya erişim sağlanabilir. | |
SetupScriptParams.ProdResourceChangeSetupTime | Çizelgelenecek iş için seçilen makineyi baz alarak makinede kullanılan son kaynaklar ve şu anda kullanılması gereken kaynak |
bilgilerini de göz önünde bulundurarak, "kaynak değişimi" tipinde uygun hazırlık süresi varsa saniye cinsinden değerini |
döndürür. | |
SetupScriptParams.ProdResources | Çizelgelenecek iş için seçilmiş olan makinede kullanılması gereken kaynakların listesini |
döndürür. | |
SetupScriptParams.Product | Çizelgelenecek işe ait ürün nesnesini döndürür. Ürün nesnesi üzerinden stok |
koduna ait birçok detaya erişim sağlanabilir. | |
SetupScriptParams.ProductChangeSetupTime | Çizelgelenecek iş için seçilen makineyi baz alarak makinede yapılan son işi ve şu anda yapılacak iş bilgilerini de göz önünde |
bulundurarak, "ürün değişimi" tipinde uygun hazırlık süresi varsa saniye cinsinden |
değerini döndürür. |
Yukarıdaki listede yer alan özelliklerin ne şekilde çalıştığını daha detaylı anlayabilmek için "Örnek
Uyarlama-1" bölümü incelenebilir.
...
Çizelgeleme Modelleme Aracı
...
-Script ve IF/ELSE Bloğu
"MRP -Kayıt -İleri Üretim Planlama -Çizelgeleme Modelleme Aracı" ekranında tanımlanan modellerde script veya IF/ELSE bloğunu kullanarak script yazmak mümkündür. (Bkz. Ekran
Görüntüsü-2)
Modelleme aracında script bloğunu kullanarak özel iş mantıkları çalıştırılabilir. Örneğin; ilk istasyonda yapılacak işler çizelgelendikten sonra, ortaya çıkan sonuçları değerlendirip veri tabanı seviyesinde bir tabloya kayıt atılabilir veya ortaya çıkan sonuçlara göre bir hesaplama yapılarak bu hesaplama
sonucu modelin ilerleyen kısımlarında kullanılabilir.
Benzer şekilde modelleme aracı üzerinde IF/ELSE bloğunda aynı şekilde script yazılabilir ve RESULT değişkenine "true" veya "false" değerleri atanarak modelin iki farklı yönden ilerlemesi sağlanabilir.
Modelleme aracındaki yukarıda bahsedilen bloklar üzerinde script yazılırken kullanılabilecek en önemli nesne SCHEDULEDATA ve NETSISCORE olarak söylenebilir, çünkü bu nesneler üzerinden
çizelgeleme sırasında kullanılan sabit veya anlık hesaplanan dinamik verilerin büyük kısmına erişmek mümkündür. Daha detaylı örnek için "Örnek Uyarlama-2" bölümü incelenebilir.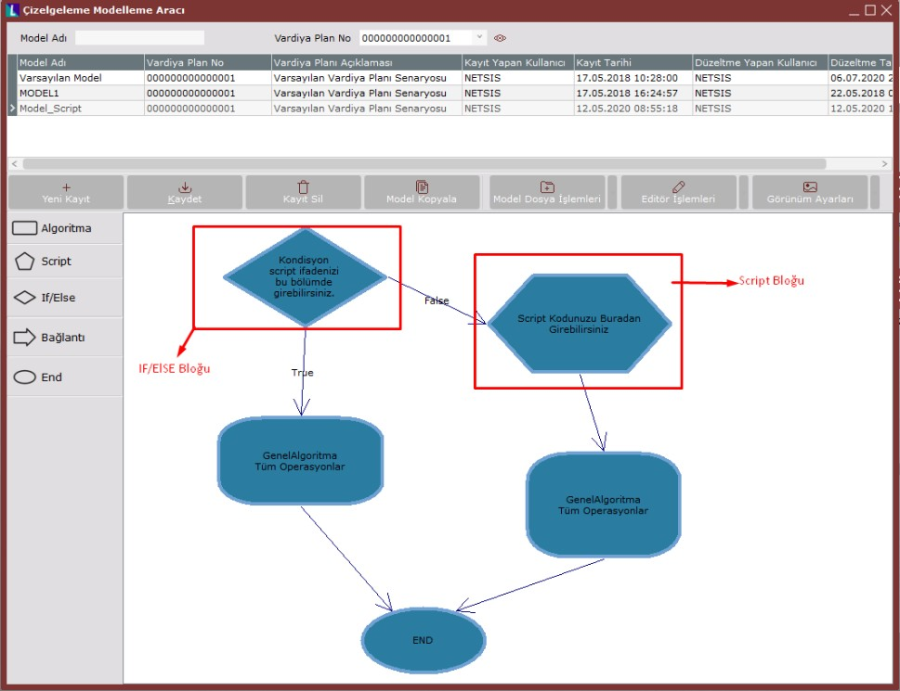 Ekran Görüntüsü 2
Ekran Görüntüsü 2
...
Genel Algoritma
...
-Sıralama Kriterinde Script Desteği
"MRP -Kayıt -İleri Üretim Planlama -Çizelgeleme Modelleme Aracı" ekranında kullanılan genel algoritma için "Sıralama Kriteri" olarak "Script" seçeneğini kullanmak ve özel iş mantıklarına göre iş seçimi yapabilmek mümkündür. Bu şekilde genel algoritmanın desteklediği ön tanımlı sıralama kriterlerinden bir kısmını kullanarak veya hiçbirini kullanmayarak tamamen ihtiyaca özel algoritmalar yazılabilir ve bu şekilde iş sıralaması yapılabilir. (Bkz. Ekran Görüntüsü-3)
Sıralama kriteri olarak "Script" seçildiğinde VbScript diliyle script yazabileceğimiz bir ekran açılacaktır. Gene algoritma çalışırken her bir iş seçimi sırasında tekrar tekrar yazılan script çalışacaktır ve belirtilen iş mantığına göre seçim yapılacaktır. Genel mantık olarak script bölümündeki işleyiş şu şekildedir: Genel algoritma çalışırken herhangi bir t tanında iş seçimi için script çalışacaktır. Script bölümüne o anda seçilebilecek bütün iş emirlerinin listesi gönderilecektir ve script'in sonunda bu listedeki işlerden birinin seçilmiş olması beklenmektedir, kullanıcı yazacağı script'in sonunda seçtiği iş emri bilgisini algoritmaya geri vermek zorundadır.
Algoritma opsiyonları bölümünde "Sıralama Kriteri" olarak sırasıyla değerlendirilecek 5 farklı kriter seçilebilir, eğer "Script" seçeneği kullanılacak ise son seçilen sıralama kriterinin "Script" olması gerekmektedir, script olarak seçilen sıralama kriterinden sonraki alanlar pasif hale gelmektedir.
Örneğin sıralama kriterlerinin aşağıdaki gibi seçildiğini varsayalım:
Sıralama Kriteri-1: "Teslim Tarihi (Küçükten Büyüğe)"
Sıralama Kriteri-2: "Script"
Bu durumda iş seçimi sırasında seçilebilecek iş emirleri öncelikle teslim tarihine göre küçükten büyüğe sıralanacak ve o andaki işler içinden en küçük tarihli olan iş emirleri bulunacaktır. En küçük teslim tarihine sahip birden fazla iş varsa, bu işlerin listesi script bloğuna gönderilecek ve bu işlerin içinden birisinin script tarafından seçilmesi beklenecektir.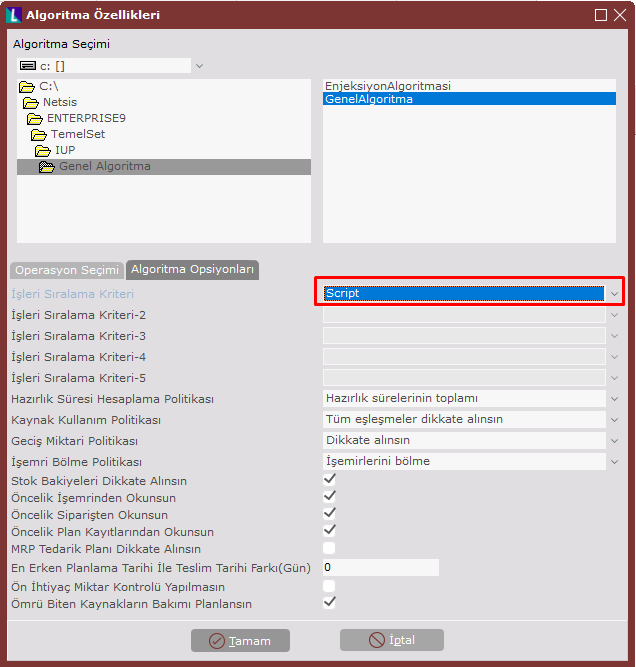
Ekran Görüntüsü 3
Sıralama kriteri olarak script yazılırken aşağıdaki nesnelere erişim sağlanabilir:
NETSISCORE: Dinamik kodlama ortamında genel Netsis nesne ve özelliklerine erişim sağlar.
SEARCHQUERY: Veri tabanı üzerinde sorgu çekmek için bu nesne kullanılabilir.
SORTSCRIPTOBJECTLIST: Çizelgeleme sırasında script bölümüne gelen iş listesine ve işlerin belli başlı özelliklerine bu nesne üzerinden erişilebilir.
SCHEDULEDATA: Çizelgeleme sırasında kullanılan sabit veya dinamik verilerin büyük bölümüne bu nesne üzerinden erişilebilir.
SORTSCRIPTOBJECTLIST üzerinden erişilebilecek belli başlı nesne ve özellikler aşağıdaki listede
verilmektedir. Daha detaylı örnek için "Örnek Uyarlama-3" bölümü incelenebilir.
Nesne/Özellik/Prosedür/Fonksiyon | Açıklama |
|---|---|
SortScriptObjectList.SortScriptCount | Ön ihtiyaçları karşılanmış |
çizelgelenebilecek aday iş emri sayısını döndürür. | |
SortScriptObjectList.GetSortScriptObject (pIndex) | Ön ihtiyaçları karşılanmış |
çizelgelenebilecek iş listesinden belli bir işi döndürür. PIndex parametresini alır, bu parametre iş listesinin kaçıncı işini |
döndüreceğimizi belirler. Dönüş değeri |
olarak SortScriptObject nesnesi döndürür, |
bu nesne seçilecek iş emirlerinden birine |
denk gelmektedir. | |
SortScriptObjectList.SetSortScriptObject pIndex, PSortScriptObject | Çizelgelenecek iş listesinde bir işin listedeki sırasını belirlemek için kullanılır. PIndex parametresi işin kaçıncı sıraya |
yerleştirileceğini belirtir, PSortScriptObject parametresi ise seçilen iş nesnesidir. Script sonunda seçilecek işi belirlemek için bu |
prosedür kullanılır ve seçilen işin liste sırası |
0 olarak verilir. | |
SortScriptObject.Job.ProductionOrder | Aday iş emri nesnesini döndürür. Bu nesne üzerinden iş emri numarası vs. şeklinde iş |
emrinin bütün bilgilerine ulaşılabilir. | |
SortScriptObject.SetupTime | Aday iş emri seçilirse oluşacak hazırlık |
süresini döndürür (milisaniye) | |
SortScriptObject. JobPriority | Aday iş emrinin "Sıralama Önceliği" değeri |
SortScriptObject.RemainingTime | Aday iş planlandıktan sonra işin planlanan bitiş tarihine bakılarak teslim tarihine ne kadarlık bir sürenin kaldığı bilgisini |
döndürür (saat) | |
SortScriptObject.RunTime | Aday işin seçilen makinedeki toplam |
üretim süresi (milisaniye) | |
SortScriptObject. | Aday işin rotasındaki çizelgelenmemiş |
operasyon sayısı | |
SortScriptObject.Tardiness | Aday iş planlandıktan sonra işin planlanan bitiş tarihi ve teslim tarihine bakılarak ne kadarlık gecikme olduğunu döndürür. |
(saat) | |
SortScriptObject.OrginalListIndex | Aday işin iş emri listesindeki orjinal sırasını |
döndürür. | |
SortScriptObject.Job.Product.UserDefinedFields. GetUserDefinedField(pIndex).Value | Aday işe ait stok kartındaki kullanıcı tanımlı sahaların değerini döndürür. PIndex parametresini alır, örneğin kullanıcı tanımlı numerik saha-1 (KULL1N) okunmak isteniyorsa, pIndex parametresi 0 olarak |
gönderilir. | |
SortScriptObject.Job.Product.AdditionalInformations. GetAdditionalInformationByFieldName(pFieldName). Value | İş listesindeki belli bir iş emri için stok kartına tanımlanmış saha-tablo |
eşleştirmelerine ait değeri döndürür. |
ait alan ismini belirtmektedir. | |
SortScriptObject.Machine | Çizelgelenecek iş için seçilmiş makine nesnesini döndürür. Makine nesnesi üzerinden makineye ait birçok detaya |
erişim sağlanabilir. | |
SortScriptObject.Machine. | Çizelgelenecek iş için seçilmiş makinede |
yapılan bir önceki iş nesnesini döndürür. |
SCHEDULEDATA nesnesi üzerinden erişilebilecek belli başlı nesne ve özellikler aşağıdaki gibidir:
Nesne/Özellik/Prosedür/Fonksiyon | Açıklama |
|---|---|
ScheduleData.JobList | İleri üretim planlama ekranından seçilen ve çizelgelemeye dahil olan |
bütün işlerin listesini döndürür. | |
ScheduleData.JobList.GetJob(PIndex) | İş listesindeki belli bir sıradaki iş nesnesini döndürür. PIndex |
parametresini alır. | |
ScheduleData.MachineList | Çizelgeleme sırasında kullanılabilecek |
makine listesini döndürür. | |
ScheduleData.MachineList.GetMachine(pIndex) | Makine listesindeki belli bir sıradaki |
makine nesnesini döndürür. PIndex parametresini alır. | |
ScheduleData.EditedJobOperationList | Sabitlenen iş listesini döndürür. |
ScheduleData.WorkCenterList | İş istasyonu listesini döndürür. |
ScheduleData.SpecialParameterList. GetSpecialParameterByGroupAndKeyCode().Value | Grup Kodu ve Anahtar bilgilerini |
parametre olarak alıp uygun bir |
çizelgeleme özel parametresi arar ve varsa bu özel parametrenin değerini döndürür. Uyarlama aşamasında |
kullanılabilecek parametrik değerleri çizelgeleme özel parametresi olarak tanımlayabilir ve bu şekilde script |
içinde okuyabilirsiniz. | |
ScheduleData.ScheduleKeyValueDic | Key-Value yapısında kullanıcıya özel bir liste döndürür. Bu listeye |
modelleme aracındaki script veya If/Else bloğundan erişim |
sağlanabileceği gibi sıralama |
kriterinde yazılan script üzerinden de erişim sağlanabilir. Kullanıcı bu |
listeye istediği şekilde değerler atabilir ve bu değerlere daha sonradan erişim sağlayabilir. |
...
Örnek Uyarlamalar
Örnek uyarlamaların anlatılacağı üretim sisteminin yapısı özet olarak şu şekilde anlatılabilir: Sistemde ; sistemde enjeksiyon operasyonu sonucunda meydana gelen iki farklı yarı mamul bulunmaktadır ve bu yarı mamullerin dışardan satın alınan bileşenler ile montaj edilmesi ve ardından paketlenmesi sonucunda iki farklı mamul meydana gelmektedir. Enjeksiyon operasyonu sırasından kullanılan kalıplar kaynak
olarak tanımlanmıştır.
Üretim sistemine ait genel bilgiler aşağıdaki gibidir:
Reçete Kayıtları
Sistem üzerinde MAMUL30 ve MAMUL40 koduyla üretimi ve satışı ve yapılan iki mamul kodu bulunmaktadır. Bu mamullere ait reçete bilgileri aşağıdaki gibidir: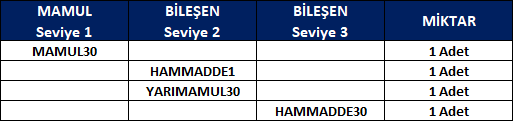
Ekran Görüntüsü 4 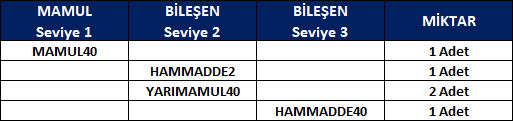 Ekran Görüntüsü 5
Ekran Görüntüsü 5
...
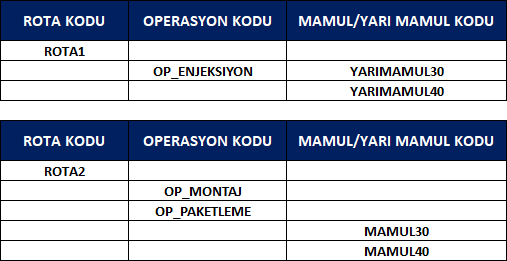
*6*Bu mamullere ve yarı mamullere ait rota kayıtları ve operasyon detayları
...
şu şekildedir; MAMUL30 ve MAMUL40 ürünleri için OP_MONTAJ operasyonu yapılırken, YARIMAMUL30 ve YARIMAMUL40 ürünleri için sırasıyla OP_MONTAJ ve OP_PAKETLEME operasyonları yapılmaktadır
...
.
Yukarıdaki mamul ve yarı mamuller için operasyonların yapılabileceği makine bilgileri ve 1 adetlik üretim için işlem süreleri "Operasyon-Makine Eşleştirme" ekranı üzerinden aşağıdaki gibi tanımlanmıştır:
![]()
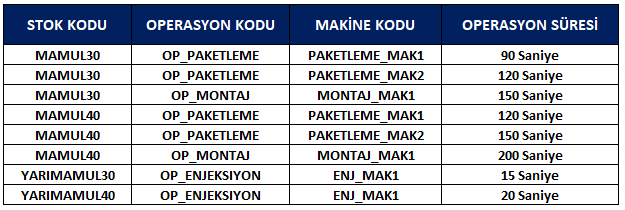 Ekran Görüntüsü 7
Ekran Görüntüsü 7
- OP_ENJEKSIYON operasyonu sırasında YARIMAMUL30 üretimi için KALIP30 ve YARIMAMUL40 üretimi için de KALIP40 kaynakları kullanılmaktadır. Bu tanımlamalar "Operasyon-Kaynak Eşleştirme" ekranı üzerinden yapılmıştır.
 Kalıp değişimleri için "Hazırlık Süresi Tanımlama Ekranı" üzerinden aşağıdaki gibi hazırlık süreleri tanımlanmıştır.
Kalıp değişimleri için "Hazırlık Süresi Tanımlama Ekranı" üzerinden aşağıdaki gibi hazırlık süreleri tanımlanmıştır.
Ekran Görüntüsü 8
Yarı mamuller için hammadde tipi bilgisi stok kartı kayıtları ekranındaki "Alfa Sayısal Saha-2 (KULL2S)" üzerinde tutulmaktadır. Yarı mamul ve mamuller için çeper kalınlığı bilgisi ise stok kartı kayıtları ekranına eklenen "Çeper Kalınlık" isimli saha-tablo eşleştirmeleri sahasında
...
tutulmaktadır (Saha-tablo eşleştirmelerindeki alan adı: KT_CeperKalinlik). 
Bu bilgiler stok kodu bazında aşağıdaki gibidir: Ekran Görüntüsü 9
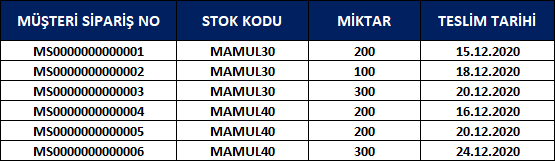
- Çizelgeleme öncesinde sistemde MAMUL30 ve MAMUL40 için aşağıdaki gibi müşteri siparişlerini bulunmaktadır ve bu siparişler üzerinden MRP çalıştırılarak çıkan sonuçlara göre iş emirleri açılmıştır. Bu aşamada sistemde açık iş emri ve stok bakiyesi bulunmadığı varsayılmaktadır
...
- .
 Ekran Görüntüsü 10
Ekran Görüntüsü 10
...
Örnek
...
1
Bu örnek uyarlama başlığında script tipindeki hazırlık süresi tanımıyla ilgili detaylara yer verilecektir.
Çizelgeleme sırasında OP_ENJEKSIYON operasyonu için kullanılacak hazırlık süreleri şu mantığa uygun olarak hesaplanacaktır:
Hammadde tipindeki değişimler için 20 dakika ve çeper kalınlığındaki değişimler için 30 dakikalık hazırlık süreleri oluşmaktadır. Hem hammadde tipi hem de çeper kalınlığında değişim
bulunuyorsa iki süresinin toplamı 30+20=50 dakikalık hazırlık süresi meydana gelmektedir.
Ortaya çıkan bu hazırlık süresi, "Kaynak Değişimi" tipiyle "Hazırlık Süresi Tanımlama" ekranı
üzerinden tanımlanmış hazırlık süresiyle karşılaştırılacak ve büyük olan hazırlık süresi seçilecektir.
Örnek script bloğu ve kod üzerindeki yorumlar aşağıdaki gibidir:
''Yorum-1: Hesaplanacak hazırlık süresine ilk olarak sıfır değeri atanıyor.
SetupTime = 0
''Yorum-2: Seçilen makine üzerinde daha önceden planlanmış bir iş bulunup bulunmadığını kontrol etmek için bir önceki iş bilgisi değişkene atanıyor.
Set Onceki_Is = SETUPSCRIPTPARAMS.PrevProduct
''Yorum-3: Seçilen makine üzerinde daha önceden planlanmış bir iş varsa, bir önceki işin stok koduna ait "Alfa Sayısal Saha-2 (Hammadde Tipi)" değeri ve saha-tablo eşleştirmelerinden
eşleştirmelerinden "Çeper Kalınlık" değeri bulunmaktadır.
If (Not Onceki_Is Is Nothing) Then Onceki_is_hammadde_tipi =
SETUPSCRIPTPARAMS.PrevProduct.UserDefinedFields.GetUserDefinedFieldByName("Hammad de Tipi").Value
Value Onceki_is_ceper = SETUPSCRIPTPARAMS.PrevProduct.AdditionalInformations.GetAdditionalInformationByFieldN ame("KT_CeperKalinlik").Value
Value End If
''Yorum-4: Seçilen makine üzerinde planlanacak güncel stok koduna ait "Alfa Sayısal Saha-2 (Hammadde Tipi)" değeri ve saha-tablo eşleştirmelerinden "Çeper Kalınlık" değeri
bulunmaktadır.
Guncel_is_hammadde_tipi = SETUPSCRIPTPARAMS.Product.UserDefinedFields.GetUserDefinedFieldByName("Hammadde Tipi").Value
Guncel_is_ceper = SETUPSCRIPTPARAMS.Product.AdditionalInformations.GetAdditionalInformationByFieldName( "KT_CeperKalinlik").Value
''Yorum-5: Seçilen makinede bir önceki iş bilgisi bulunuyorsa hazırlık süresi hesaplanacaktır. ''Önceki işin hammade tipi şu andaki planlanacak işin hammadde tipinden farklı ise 20 dakikalık
(1200 saniye) hazırlık süresi eklenmektedir.
''Önceki işin çeper kalınlığı şu andaki planlanacak işin çeper kalınlığından farklı ise 30 dakikalık
(1800 saniye) hazırlık süresi eklenmektedir.
If (Not Onceki_Is Is Nothing) Then
If (Onceki_is_hammadde_tipi <> Guncel_is_hammadde_tipi) Then SetupTime = SetupTime + 1200
End If
If (Onceki_is_ceper <> Guncel_is_ceper) Then SetupTime = SetupTime + 1800
End If End If
''Yorum-6: "Kaynak değişimi" tipinde tanımlanan hazırlık süresi ile yukarıdaki hesaplamalarda bulunan hazırlık süresi karşılaştırılarak bunlardan büyük olanı alınıyor.
If SETUPSCRIPTPARAMS.ProdResourceChangeSetupTime > SetupTime Then SetupTime = SETUPSCRIPTPARAMS.ProdResourceChangeSetupTime
End If
''Yorum-7: Bulunan hazırlık süresi RESULT değişkenine atanarak algoritma tarafından kullanılması sağlanmaktadır.
RESULT = SetupTime
...
Örnek
...
-2
Bu örnek uyarlama başlığında "Çizelgele Modelleme Aracı" ekranında script bloğunun kullanımına yönelik detaylara yer verilecektir.
Örnek sistemde üretim sahasına ait anlık kayıtların 3. parti bir yazılım üzerinde tutulduğu ve her makine üzerindeki devam eden son iş bilgisinin TB_URETIMKAYIT tablosuna kaydedildiği varsayılmaktadır. Bu bilgiler genel algoritma çalışmadan önce çizelge modelleme aracındaki script bloğunda sql sorgusuyla getirilecek ve daha sonrasında "işleri sıralama kriteri" bölümünde kullanmak amacıyla "ScheduleData.ScheduleKeyValueDic" listesinde saklanacaktır. (Not: Normal şartlarda böyle bir durum için üretim akış kaydı atılarak direkt entegrasyon sağlanabilir, sadece örnek olması açısından bu tarz bir varsayıma gidilmiştir)
Örnek script bloğu ve kod üzerindeki yorumlar aşağıdaki gibidir:
''Yorum-1: NetsisCore kütüphanesi kullanılarak veri tabanından sorgu çekmek amacıyla yeni bir query nesnesi oluşturuluyor.
Set rs = NetsisCore.NetLibDB.GetNewQuery
''Yorum-2: Makineler üzerinden devam eden işlerin tutulduğu TB_URETIMKAYIT tablosuna sorgu çekiliyor.
strSql = "SELECT MAKINE_INCKEYNO, SON_ISEMRINO FROM TB_URETIMKAYIT WITH(NOLOCK)"
rs.RecSql(strSql)
''Yorum-3: Tablodan dönen kayıtlar key = MAK_INCKEYNO ve value = SON_ISEMRINO olacak şekilde
While Not rs.EOF
MAK_INCKEYNO = rs.fieldbyname("MAKINE_INCKEYNO").AsInteger SON_ISEMRINO = rs.fieldbyname("SON_ISEMRINO").AsString
Call ScheduleData.ScheduleKeyValueDic.AddOrSetValue(MAK_INCKEYNO,SON_ISEMRINO) rs.Next
Wend
Set rs = Nothing
Kullanılacak script bloğu "Çizelge Modelleme Aracı" ekranında algoritma bloğundan önce çalışacak şekilde yerleştirilmiştir ve bu durumda model tasarımı aşağıdaki gibi olmaktadır: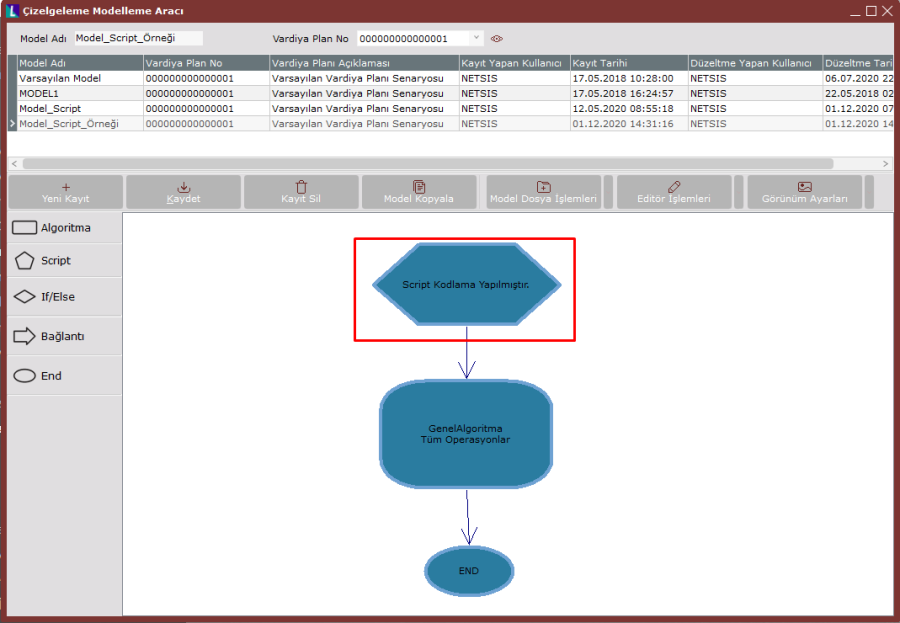 Ekran Görüntüsü 11
Ekran Görüntüsü 11
...
Örnek Uyarlama-3
Bu örnek uyarlama başlığında "Çizelgele Modelleme Aracı" ekranında algoritma bloğu içinde "Sıralama Kriteri" olarak kullanılacak script detaylarına yer verilecektir.
Oluşturulan çizelgeleme modelindeki algoritma bloğunda genel algoritma kullanılmaktadır ve işleri sıralama kriteri olarak "Script" seçeneği seçilmiştir. Yazılacak script ile seçilecek işlerin sıralama mantığının aşağıdaki şekilde çalışması amaçlanmaktadır:
Öncelikle seçilen makine üzerinde son olarak devam eden bir iş olup olmadığını anlamak için Örnek Uyarlama-2'de doldurulan "ScheduleKeyValueDic" listesi kontrol edilecek ve son devam eden iş emrinin öncelikli olarak seçilmesi sağlanacaktır. Aksi durumda seçilebilecek işlerin içinde
gecikmesi en yüksek olan işin öncelikli olarak seçilmesi sağlanacaktır. Eğer gecikmesi bulunan bir iş emri de yoksa, bu durumda makinede yapılan bir önceki iş ile aynı "Çeper Kalınlık" değerine sahip iş seçilmeye çalışılacaktır, eğer işlerin çeper kalınlıkları da eşit çıkarsa en küçük teslim tarihli iş seçilecektir.
Örnek script bloğu ve kod üzerindeki yorumlar aşağıdaki gibidir:
''Yorum-1: Seçilecek iş bilgisi SelectedIndex değişkeninde tutulacak, script sonunda karar vereceğimiz değişken bu oluyor.
SelectedIndex = 0
''Yorum-2: Çeper kalınlıkları eşit çıkan birden fazla iş olursa, bunların arasından teslim tarihi en küçük olan iş seçiliyor.
''Bu sebeple minimum teslim tarihi en başta büyük bir değer olarak atanıyor, sonrasında teslim tarihi küçük olan bir iş seçildikçe bu değişken de güncellenecek.
MinTeslimTarihi = "2050-01-01" '' Çeper değişimi olmayan işler için kullanılacak.
MinTeslimTarihi2 = "2050-01-01" '' Çeper değişimi olan işler için kullanılacak.
CeperDegisimiYok = false
''Yorum-3: Gecikmesi en yüksek olan işin öncelikli olarak seçilmesi sağlanacaktır. Bu sebeple maksimum gecikme bilgisi en başta 0 olarak atanıyor, iş seçimi yapıldıkça bu değişlen de güncellenecek.
MaxTardiness = 0 GecikmesiOlanIsVar = false
''Yorum-4: Seçilen makine bilgisi bir değişkene atanıyor.
Set SelectedMachine = SORTSCRIPTOBJECTLIST.GetSortScriptObject(0).Machine
''Yorum-5: Seçilen makinede planlanmış bir önceki iş bilgisi bir değişkene atanıyor. Bir önceki işin "Çeper Kalınlık" bilgisine erişmek için kullanılacak.
Set PreviousOperationItem = SORTSCRIPTOBJECTLIST.GetSortScriptObject(0).Machine.OperationBeforeTime(CDate("2050- 01-01"))
''Yorum-6: Seçilen makinede en son devam eden iş bilgisi modeldeki script bloğunda ScheduleKeyValueDic listesine atılmıştı, bu bilgi alınıyor.
If SCHEDULEDATA.ScheduleKeyValueDic.ContainsKey(SelectedMachine.Code) Then
Son_Devam_Eden_IsEmriNo = SCHEDULEDATA.ScheduleKeyValueDic.GetValue(SelectedMachine.Code)
End If
''Yorum-7: Planlanabilecek iş listesi dönülüyor ve bu işlerden seçilecek olana karar veriliyor.
For i = 0 To SORTSCRIPTOBJECTLIST.SortScriptCount - 1
''Yorum-8: Script sırasında daha yüksek performans elde edebilmek için ilgili iş nesnesinin aşağıdaki gibi ayrı bir değişkene (JobItem) set edilmesi önerilmektedir.
Set JobItem = SORTSCRIPTOBJECTLIST.GetSortScriptObject![]()
''Yorum-9: Değerlendirme sırasında kullanılacak bilgiler alınıyor.
IsEmriNo = JobItem.Job.ProductionOrder.Number ''İş emri numarası
Teslim_Tarihi = JobItem.Job.ProductionOrder.DeliveryDate ''Teslim tarihi
Tardiness = JobItem.Tardiness ''İş çizelgelendikten sonra ne kadar geciktiği bilgisi (saat)
Guncel_is_ceper = JobItem.Job.Product.AdditionalInformations.GetAdditionalInformationByFieldName("KT_Cepe rKalinlik").Value ''Değerlendirilen işin çeper kalınlığı
If (not PreviousOperationItem is Nothing) Then Onceki_is_ceper =
PreviousOperationItem.GetJob.Product.AdditionalInformations.GetAdditionalInformationByFi eldName("KT_CeperKalinlik").Value ''Bir önceki planlanan işin çeper kalınlığı
Else
Onceki_is_ceper = "" ''Makinede daha önceden planlanan iş yoksa boş olarak atanıyor, bu durumda değerlendirmeye alınmayacak.
End If
''Yorum-10: Değerlendirilen iş emri seçilen makinedeki son devam eden iş emri ise direkt olarak seçilir ve döngüden çıkılır.
If IsEmriNo = Son_Devam_Eden_IsEmriNo Then SelectedIndex = i
Exit For End If
''Yorum-11: Değerlendirilen iş emrinin gecikmesi varsa ve bu gecikme diğer işlerin gecikmesinden büyük ise ilgili iş seçilir.
If (Tardiness > 0) And (Tardiness > MaxTardiness) Then SelectedIndex = i
MaxTardiness = Tardiness GecikmesiOlanIsVar = true End If
''Yorum-12: Eğer daha önceden değerlendirilen işler arasında gecikmesi olan bir iş yoksa,
değerlendirilen işin çeper kalınlık değişimine bakılır. Çeper değişimi olmayan işler arasından en küçük teslim tarihli olan iş seçilecektir.
If (GecikmesiOlanIsVar = false) Then
If ((Onceki_is_ceper = Guncel_is_ceper) Or Onceki_is_ceper = "") And (Teslim_Tarihi < MinTeslimTarihi) Then
SelectedIndex = i MinTeslimTarihi = Teslim_Tarihi CeperDegisimiYok = true
End If
''Yorum-13 = Eğer daha önceden değerlendirilen işler arasında çeper değişimi olmayan bir iş bulunamadıysa, değerlendirilen işin çeper değişimi olsa bile minimum teslim tarihine sahip iş olarak seçilmesi sağlanıyor.
If (CeperDegisimiYok = false) And (Teslim_Tarihi < MinTeslimTarihi2) Then SelectedIndex = i
MinTeslimTarihi2 = Teslim_Tarihi End If
End If Next
''Yorum-14 = Seçilen iş bilgisinin tutulduğu SelectedIndex değişkeni algoritmaya geri döndürülüyor ve ilgili iş seçilmiş oluyor.
SORTSCRIPTOBJECTLIST.SetSortScriptObject 0,SORTSCRIPTOBJECTLIST.GetSortScriptObject(SelectedIndex) '' İlk parametre işin listedeki sırası, ikinci parametre ilgili iş nesnesi.